



深入了解焊管H型钢品质不将就产品,一部视频就够了,快来观看!
以下是:焊管H型钢品质不将就的图文介绍
本厂自成立以来,我们长期坚持“诚实,守信,专注,公平,创新”的原则。以优良、放心、良好的 广西柳州槽钢信誉得了客户的一致好评和信任,成为了省内外诸多企业供应商。热忱欢迎广大新老客户惠顾指导、洽谈 广西柳州槽钢业务。


多头生产势比增加工程管理与质量监督的工程量。一般螺旋焊管机组均采用在线连续检验方式来保证焊缝的的焊接质量,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征。连续检验有利于焊接缺陷的监控、焊接质量的稳定、焊接等级的保证。
许可证制度要求螺旋焊管的生产厂家首先应通过 认定的权威检定机构的审查考核,具备相应的生产手段、检验设备,质量保证体系运行良好有效,产品应符合 标准的等级和质量规范的要求,经 工业产品生产许可证办公室确认后发证。
由于生产工艺的限制,直缝焊管极难实现连续不间断检验。这将使焊接隐患与质量问题的出现机率增加,甚至影响将来管线运行的整体工作可靠性。生产资质螺旋焊管生产厂家应持有 颁发的工业产品生产许可证。所以螺旋焊管生产厂家均有较为完善的质量保证体系和质量控制的运作程序。
直缝焊管生产厂家没有工业产品生产许可证的要求。价格分析由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少,另一方面其生产工艺和品质等级决定其市场价位亦高于热轧钢板。
许可证制度要求螺旋焊管的生产厂家首先应通过 认定的权威检定机构的审查考核,具备相应的生产手段、检验设备,质量保证体系运行良好有效,产品应符合 标准的等级和质量规范的要求,经 工业产品生产许可证办公室确认后发证。
由于生产工艺的限制,直缝焊管极难实现连续不间断检验。这将使焊接隐患与质量问题的出现机率增加,甚至影响将来管线运行的整体工作可靠性。生产资质螺旋焊管生产厂家应持有 颁发的工业产品生产许可证。所以螺旋焊管生产厂家均有较为完善的质量保证体系和质量控制的运作程序。
直缝焊管生产厂家没有工业产品生产许可证的要求。价格分析由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少,另一方面其生产工艺和品质等级决定其市场价位亦高于热轧钢板。



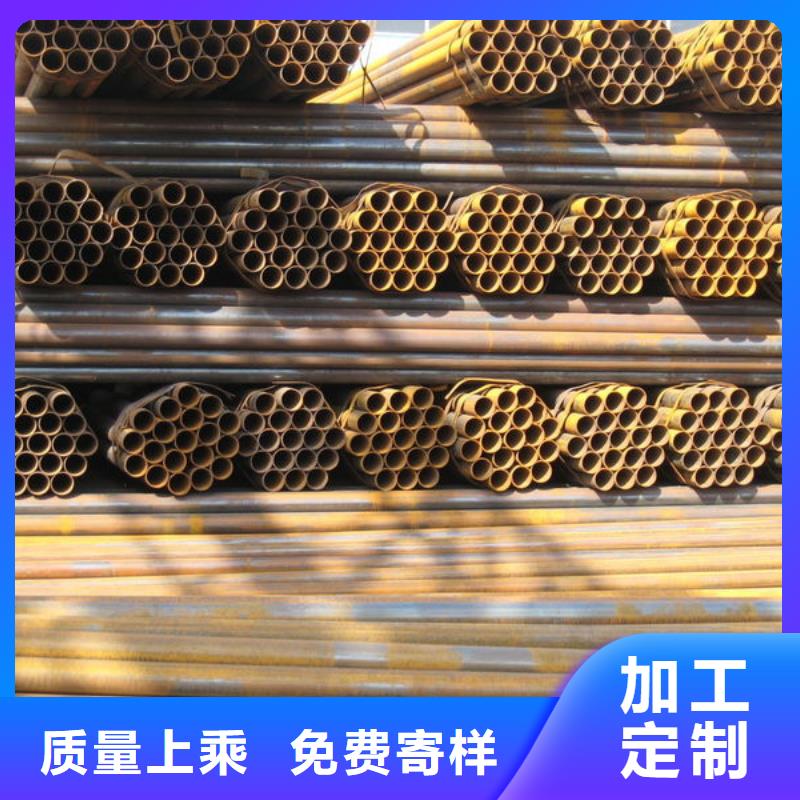
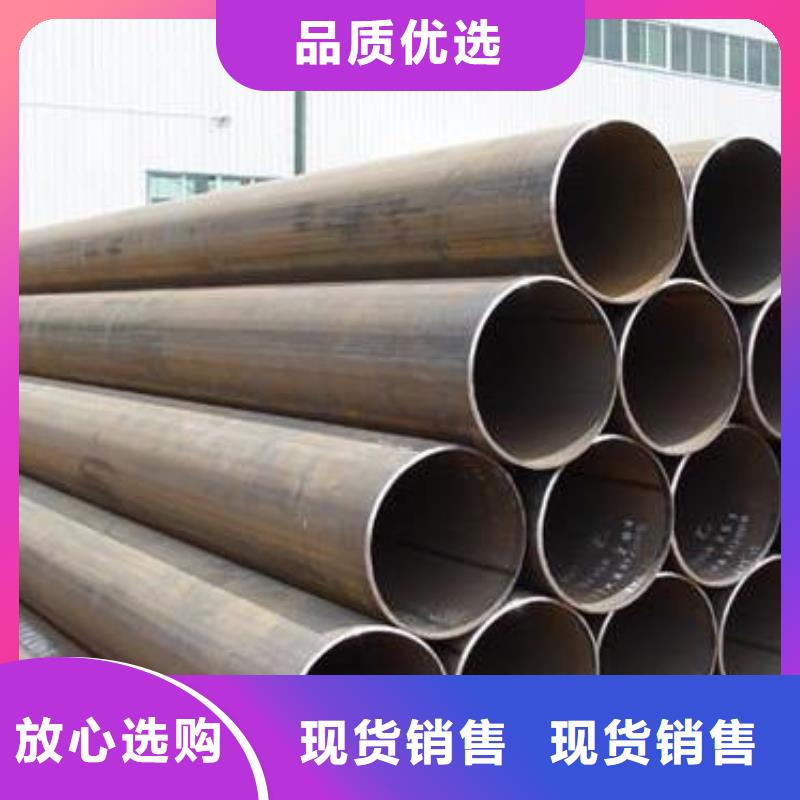
按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械、制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝管是用钢板或钢带经过弯曲成型,然后经焊接制成。按焊缝形式分为直缝焊管和螺旋焊管。按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造 。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,表6-17为焊接钢管尺寸。
无需电焊机和套丝高频电阻直缝焊管,也不需做跨接地线,无须刷漆,省去了传统熔焊和套丝等复杂的施工工序。只需将直管接头连接管与管,螺纹管接头连圆钢管理论重量与接线盒,定位后用专用工具拧紧(拧断)螺钉即可,与接线盒高频电阻缝焊处用锁母紧定即可。
直缝管是用钢板或钢带经过弯曲成型,然后经焊接制成。按焊缝形式分为直缝焊管和螺旋焊管。按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造 。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,表6-17为焊接钢管尺寸。
无需电焊机和套丝高频电阻直缝焊管,也不需做跨接地线,无须刷漆,省去了传统熔焊和套丝等复杂的施工工序。只需将直管接头连接管与管,螺纹管接头连圆钢管理论重量与接线盒,定位后用专用工具拧紧(拧断)螺钉即可,与接线盒高频电阻缝焊处用锁母紧定即可。



热轧带钢机组轧制工艺具有一系列的优点,具有获得生产优质管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。
卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
焊接工艺从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。
卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
焊接工艺从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。


